
【完成单位】 哈尔滨工业大学(威海)
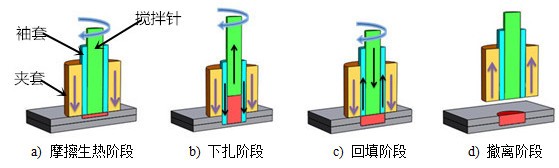
【成果简介】回填式搅拌摩擦点焊是利用搅拌头和工件摩擦生热使材料达到热塑性状态,然后通过精确控制袖套和搅拌针的轴向运动,使热塑性的材料在机械力的作用下发生剧烈的塑性变形,将原始的搭接界面打碎并充分混合,并在搅拌头回撤的同时填充搅拌头在焊接过程中形成的退出孔,从而形成无匙孔的焊点。可应用于铝、镁、铜等金属材料的焊接作业。其工艺过程分为四个阶段:摩擦生热阶段、下扎阶段、回填阶段、撤离阶段,如图1所示。
图1 回填式搅拌摩擦点焊工作原理
回填式搅拌摩擦点焊具有如下特点:
l 高质量、高强度:焊接接头的力学性能优于电阻点焊接头,焊接质量稳定;
l 节省能源、减低成本:相比电阻点焊所消耗的能量可以减低 99%;
l 设备投资降低:与电阻点焊系统相比,设备投入可减少40%;
l 工艺过程简单:适用各种搭接接头,不需对工件表面进行特殊处理;
l 不需要特殊的结构改变:原来的点焊、铆接结构可以继续采用;
l 搅拌头寿命长:搅拌头具有很强的耐磨性和抗损耗特性;
l 工作环境清洁:工作环境无灰尘和烟雾,不会产生电磁和噪声污染;
l 焊接过程中没有材料熔化、不需要保护气和填丝。
第一代回填式搅拌摩擦点焊装备原型机如图2所示。第二代如图3所示(技术程度:可投产),重量更轻,可安装在机械手末端实现较为灵活的空间结构件焊接。焊接效果如图4--图6所示。


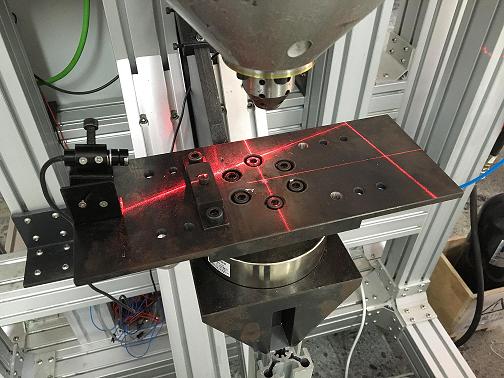
图2 第一代原型机
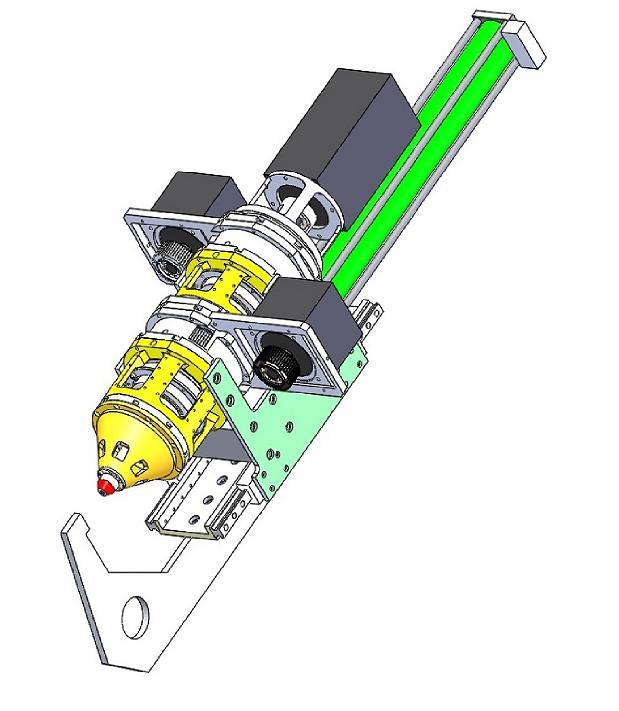
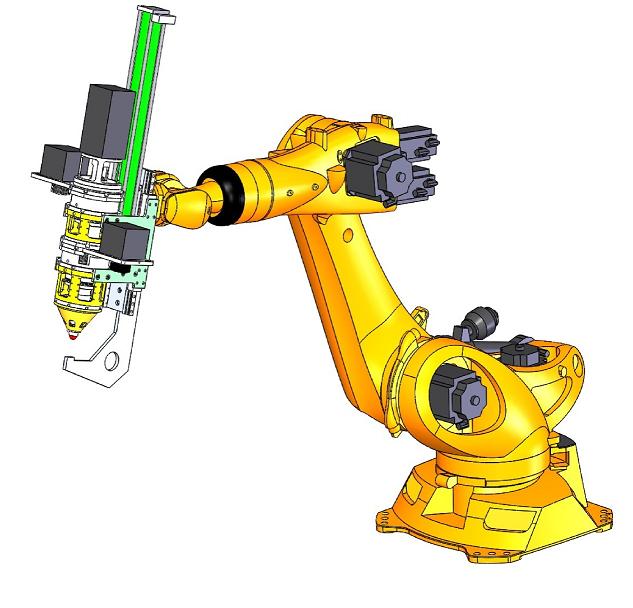
图3 第二代点焊主轴(高1000mm直径220mm 重量约140KG)
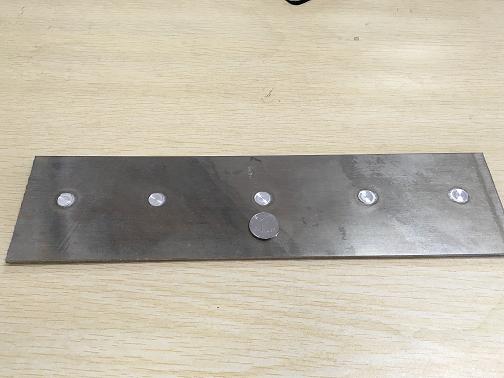

图4 焊接效果(材质Al 厚度2mm)
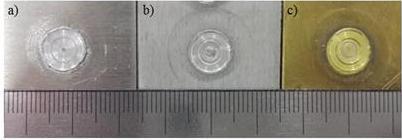
图5 铝镁铜焊接效果(焊点直径9mm)

图6 铝材搭接焊点
【市场预测】
回填式搅拌摩擦点焊技术的出现成功的弥补了传统电阻点焊和铆接技术在铝、镁等轻金属合金焊接时的缺陷,并且可以形成力学性能更高、外观漂亮的焊接接头,而且一些被认为不可焊的材料也可以用该技术焊接。由于其显著的优势,有望取代传统电阻点焊和铆接,可广泛应用于航空航天、汽车、动车等领域。
联系:哈尔滨工业大学(威海)技术转移中心 电话:0631-5687217 邮箱 :wh5687217@163.com